|




В техниката се използват различни видове разглобяеми и неразглобяеми съединения. Неразглобяемите съединения се разделят на монолитни (плътни) и немонолитни. Монолитни са съединенията, получени чрез заваряване, спояване и лепене, а немонолитните - съединенията, получени чрез нитоване.
Измежду многобройните различни определения на понятието заваряване, които могат да се намерят, най-подходящо е определението, основаващо се на идеята за континума (непрекъснатостта на строежа). Съгласно това определение, заваряването е технологична операция за получаване на неразглобяемо съединение на частите чрез нагряване, налягане или съвместното прилагане на двете въздействия, при което се получава "континум", т.е. непрекъснатост на строежа на образувалото се съединение. За изразяване на непрекъснатостта на строежа може да се използва и понятието "монолитност" (едносъставност).
На микроскопично ниво монолитността означава отсъствие на външни, чужди материали между съединените части след приключването на операцията. По това съединяването чрез заваряване се отличава от съединяването чрез нитоване, от пресовото съединение или дори от лепенето.
Заваряването е технологичен процес на образуване на неразглобяемо монолитно съединение между материали (две части), при което в резултат на протичането на определени физикохимични процеси се осъществява химично взаимодействие (обмяна на валентни електрони) на съединяваните части. Постига се чрез внасяне и необратимо преобразуване на енергия (топлинна, механична или и топлинна и механична) в мястото на съединяването. За осъществяване на заваряването са необходими източник на енергия и в повечето случаи допълнителен материал.
Заварена конструкция е метална конструкция, чиито детайли и възли са съединени чрез заваряване. Различават се следните видове заварени конструкции:
- пълностенна (греди, колони, рами), прътова (арматурни пръти, ферми);
- пистова (цилиндрични, сферични и др. съдове под налягане, резервоари, тръбопроводи);
- машина (барабани, колела и др. детайли на машини).
В сравнение с металните конструкции, чиито детайли са съединени с друг вид връзка, заварените конструкции са по-прости, по-леки, по-технологични и по-икономични на метал, труд, време.
Недостатък е наличието на остатъчни заваръчни напрежения: те създават опасност от влошаване на механичните качества, от повишаване на крехкостта на метала около местата на заваряване от поява на пукнатини, които се разрастват при последващи динамични и вибрационни експлоатационни въздействия.
За да се извърши заваряването е необходимо повърхнините на съединяваните части да заемат разстояние, съизмеримо с параметрите на кристалната решетка и да се създадат условия за междуатомно или между молекулно взаимодействие, а именно: определена температура, време за допиране и качество на повърхнините.
Според начина за подаване на енергия топлинните източници на енергия биват външни и вътрешни. Външните източници на топлинна енергия са електрическата дъга, газов пламък, плазмена струя, термична реакция, електронен лъч, тлеещ разряд, електростопилка (електрошлакова вана), нагрят газ, нагрят инструмент, нагряване в пещ, ядрена енергия и др. Вътрешните източници на топлинна енергия се осъществяват чрез електрически контакт, електрична индукция и електрически капацитет. Механичната енергия за заваряване се получава чрез пресов контакт, пресово-механичен контакт, вибриращ контакт и ударен контакт.
6.1 Класификация на методите за заваряване
Понастоящем съществуват голям брой (повече от 200) методи и разновидности на заваряването. Те могат да бъдат класифицирани по различни признаци, например, според подадената енергия, според вида на инструмента - носител на енергията, според степента на механизация на процеса и т.н. В зависимост от вида на подадената енергия (топлинна или механична) методите на заваряване се разделят на две основни групи: заваряване чрез стопяване и заваряване чрез налягане, при които се използва топлинна или механична енергия.
Основната задача на инженерите - конструктори и технолози е да осигурят проектирането на заварени конструкции в съответствие с особеностите на заваръчния процес и чрез използване на съответни мерки и средства и да гарантират изготвянето им съгласно изискванията на принципа за равноякост, т.е. създаването на заварорационални конструкции.
Заваряване чрез стопяване
Заваряването чрез стопяване (в течно състояние) е най-разпространеният и универсален метод за получаване на неразглобяеми съединения. Чрез него могат да се съединяват практически всички използвани за изработване на конструкции метали и сплави с произволна дебелина. При този метод, в мястото на заваряване металът се довежда до течно състояние чрез концентриран източник на топлина. Стопяват се само краищата на заваряваните части. Заваряването може да се извърши при стопяване на метала на съединяваните части, т.нар. основен метал, или при стопяване на основния метал и допълнителен метал, добавян във вид на тел, пръчка, лента или под друга форма. В практиката се използва предимно вторият вариант.
Стопеният основен или основен и допълнителен метал образува заваръчна вана. При отдалечаване на източника на топлина металът на заваръчната вана се охлажда и кристализира. На практика източникът на топлина се движи надлъжно по дължината на заваряваните краища с определена скорост, което дава възможност да се заваряват обекти с неограничена дължина. Кристализацията на заваръчната вана започва от частично стопените зърна на основния метал, което води до образуването на общи кристалити. Кристализиралият метал образува заваръчен шев, който съединява в едно монолитно цяло преди това разделените части.
Металът на заваръчния шев се различава от основния метал. Той има лята структура. Химичният му състав също може да се промени поради въвеждане на добавъчен метал във ваната, а също поради взаимодействието с околната среда в течно състояние. Затова свойствата на заваръчния шев се различават от свойствата на изходния метал.
Обемите от основния метал, които се намират непосредствено до шева, се нагряват без да се стопяват. Под действието на тези температури в метала настъпват изменения на структурата и свойствата. Зоната от основния метал, в която са настъпили такива изменения, се нарича зона на термично влияние (ЗТВ).
Заваряване в твърдо състояние
При заваряването чрез налягане частите се съединяват посредством съвместна пластична деформация на допиращите се повърхнини. За тази цел се прилагат външни сили. За да се улесни пластичната деформация, материалът в зоната на съединяване обикновено се нагрява до температури, по-ниски от точката на топене. В процеса на деформация се извършва изравняване на грапавините, което води до увеличаване на допирните точки и изтичане на материала, по съединяваните повърхнини. Изтичането на материала води до разрушаване на окисните слоеве и частичното им отделяне извън зоната на контакта. В резултат се получава плътен контакт между заваряваните части. Възникват условия за образуване на междуатомни връзки. При достатъчно добра пластичност заваряването може да се извърши и без нагряване т.нар. студено заваряване.
Нагряването на метала до сравнително ниски температури при заваряването чрез налягане и затрудненият достъп на въздух в зоната на заваряване дават възможност да се запазят почти неизменни химичният състав и структурата, а следователно и механичните свойства на метала на завареното съединение.
6.2. Общи сведения за методите на заваряване
6.2.1. Източници на термична енергия
Характерно за разглежданата група методи е използването източници на концентрирана топлина, действуващи в ограничена област. Те предизвикат необходимото нагряване за образуване на завареното съединение и отговарят на определени технологични изисквания на заваръчния процес:
- енергийният източник трябва да действа в точно определена област от обема или повърхността на изделието;
- мощността на източника трябва да бъде достатъчно голяма, за да може при нагряване на определения обем метал до
необходимата температура да компенсира загубите от отвеждане на топлина в съседните (студени) участъци от метала и в
околната среда;
- специфичната мощност на енергийният източник (мощността на единица обем или единица площ) трябва да превишава
определена стойност, зависеща от свойствата на материала или формата и размерите на заваряваното изделие.
Точното дозиране на топлинната енергия при заваряване е много важно. От една страна трябва да се търси максимална мощност за увеличаване на производителността, а от друга страна не трябва да се допуска прегряване на метала или протичане на металургични процеси във ваната, водещи до нежелателни последствия.
Прилагат се следните основни видове енергийни източници на концентрирана топлина:
а) струи от горещи газове - най-често газо-кислороден пламък. Топлообменът с повърхността на нагряваното тяло се
осъществява главно по конвекционен път;
б) електродъгов разряд между електрод (топим или нетопим) и заваряваното изделие. Енергията се предава чрез пряко
въздействие на електрони или йони, както и чрез конвекция и радиация. Осъществява се и при обмен на енергия със
стълба на дъгата или с образувалата се плазмена струя. Топлината може да се пренесе чрез капките стопен електроден
метал;
в) потоци от заредени частици, ускорени в електрично поле;
г) радиационни или лъчеви потоци;
д) електрически ток, преминаващ през контактната повърхност на две тела.
От опит е установено, че за повечето от енергийните източници плътността на топлинния поток е максимална в центъра на петното на нагряване като намалява по посока на неговите граници.
6.2.2. Основни понятия за елементите на заварени съединения
Зоната в мястото на заваряване, наречена "заваръчна зона", се разделя на области с особени свойства. Те са показани на фиг.6.1. заедно с геометричните елементи, характеризиращи образуваното заварено съединение: В -ширина на шева, Н - провар, d-Н - непровар, а - междина, В/Н - коефициент на формата на шева, h - усилване на шева.
 Фиг.6.1. Геометрични елементи на заваръчния шев. Фиг.6.1. Геометрични елементи на заваръчния шев.
Основното изискване за получаване на висококачествено заварено съединение с определени свойства е осигуряването на "пълен провар". При челните съединения например, това може да се контролира до известна степен чрез междината (с увеличаването на междината се увеличава проварът). От технологични съображения обаче, размерът на междината е ограничен за всеки метод. При по-голяма дебелина d може да се прави подходяща подготовка на краищата - скосяване, което позволява удобно за дадената технология запълване на междината с допълнителен материал.
Пълният провар може да се получи по различни начини. За най-разпространените методи на заваряване чрез стопяване, той се осъществява чрез нанасяне на "подвар", т.е. заваръчна ивица от обратната страна на заваръчния шев, което понякога създава значителна технологична трудност.
Участъкът от основния метал, който в процеса на заваряване се подлага на нагряване до температура, при която в него се извършват изменения на структурата, се нарича зона на термично влияние (ЗТВ). Загряването и следващото охлаждане на една точка от ЗТВ се извършва по характерен за заваряването термичен цикъл. Максималната температура, при която се загрява точката, зависи от нейното положение. Най-висока е температурата по границата на стопяване, при отдалечаването на която максималната температура на нагряване се понижава.
Структурата на ЗТВ се определя от максималната температура на нагряване, химичния състав на основния метал, неговите топлофизични свойства и параметрите на режима на заваряването.
Да разгледаме структурата на ЗТВ при заваряване на обикновена въглеродна стомана, съдържаща 0,2% въглерод и при еднопроходно заваряване на челно съединение. Над сечението на съединението на фиг.6.2 е показано разпределението на максималните температури. В зависимост от температурата на нагряване и следователно, структурата и физико-механичните изменения, в ЗТВ се различават следните участъци: 1 - непълно стопяване; 2 - прегряване; 3 - нормализация; 4 - непълна прекристализация; 5 - рекристализация и 6 - стареене.
 Фиг.6.2. Структура на зоната на термично влияние Фиг.6.2. Структура на зоната на термично влияние
по дължина от мястото на заваряването.
Участъкът на непълно стопяване представлява преход от метала на шева към основния метал. Това е тясна ивица от основния метал, която при заваряване се е намирала в твърдо - течно състояние. Този участък се различава по химичен състав както от метала на шева, така и от основния метал. Свойствата на този участък понякога оказват решаващо влияние върху работоспособността на заварената конструкция.
Участъкът на прегряване се определя от температура на окончателното втвърдяване. Поради силно прегряване в този участък се получава значително уедряване на зърната. В участъка на прегряване металът има по-ниски механични свойства - по-малка пластичност и по-малка жилавост на удара. При заваряване на легирани стомани в този участък могат да се образуват студени пукнатини.
В участъка на нормализация структурата е дребнозърнеста, тъй като се извършва прекристализиране на метала. Поради това механичните му свойства са по-високи от студения основен метал.
В участъка на непълна прекристализация се извършва прекристализация само на част от структурата на метала.
Участък на рекристализация е характерен за температурен интервал от 723 до 500 °С.
Участък на стареене. Структурата на метала в околошевната зона, която се загрява под 500 °С, обикновено не се отличава от структурата на студения основен метал. Въпреки това механичните свойства на метала в тази област се изменят до известна степен. Така например в областите, загрети от 150 до 450 °С якостта на опън и границата на провлачане се повишават, а относителното удължение и жилавостта на удар се понижават, което понякога може да доведе до възникването на пукнатини в този участък. Тези изменения на механичните свойства се дължат на явлението стареене, което се изразява в отделянето на карбидни или нитридни частици.
Видове заварени съединения
Основните видове заварени (фиг.6.3) съединения, които се осъществяват с методите, използващи термична енергия са: челни, Т-образни, ъглови и с припокриване.
 Фиг.6.3. Видове заварени съединения: 1- челно заварено съединение; а - еднослойно; б - многослойно; 2 - заварено съединение с припокриване; 3, 4 - ъглови заварени съединения; 5 - съставно заварено съединение. Фиг.6.3. Видове заварени съединения: 1- челно заварено съединение; а - еднослойно; б - многослойно; 2 - заварено съединение с припокриване; 3, 4 - ъглови заварени съединения; 5 - съставно заварено съединение.
Челните съединения се използват най-често. Те се предпочитат от гледна точка на равномерното разпределение на напреженията и затова се прилагат при изработване на тръбопроводи, корпуси на кораби, мостови елементи, ферми и други отговорни заварени конструкции.
Т - образните съединения също са много разпространени и демонстрират преимуществата на заваряването при изработване на конструкции. Типичен пример за тези съединения са основните елементи в стоманените конструкции - носещите греди.
Ъгловите съединения могат да се изпълняват с челни или с ъглови шевове. Те се използват при изработване на съдове, тръбни връзки с фланци и други.
Съединенията с припокриване са прости за изпълнение, не изискват допълнителна подготовка, но не се предпочитат заради неравномерното разпределение на работните напрежения.
6.2.3. Подготовка на съединението за заваряване
Подготовката на краищата на заваряваните части има голямо значение за изпълнението на дадена технология, за производителността на процеса и за крайните качества на съединението и конструкцията. Подготовката зависи на първо място от метода на заваряване и от дебелината на заваряваните елементи.
Изборът на дадено скосяване се определя от възможността за минимално напречно съединение на шева. Общ принцип е скосяването да осигурява минимален брой слоеве и минимални деформации на заваряваното изделие. При избора се отчитат и икономически съображения, стига те да не се отразяват върху крайното качество на съединението. Например ъгловите съединения най-често не изискват предварително скосяване на краищата и са по-икономични, но от гледна точка на разпределението на остатъчните напрежения челните съединения винаги са за предпочитане пред ъгловите.
Формата на подготовка на заваряваните краища е стандартизирана и се определя от избрания метод / начин на заваряване и от вида и дебелината на материала.
6.2.4. Основи на електродъговото заваряване
Използването на електрическата дъга като източник на термична енергия за заваряване е свързано с имената на руските инженери Бенардос и Славянов, поставили основите на електродъговото заваряване преди повече от 120 години. Постепенно областите на приложение и възможностите на метода са се разширили поради стремежа за подобряване качеството на заваряваното изделие и за повишаване ефективността и производителността на процеса.
Технология на електродъговото заваряване
Електродъговото заваряване може да бъде класифицирано според:
- вида на електрода (нетопим или топим електрод);
- вида на заваръчния ток (постоянен или променлив);
- действието на дъгата (пряка или косвена дъга).
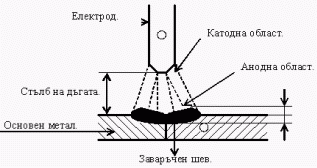
Основно средство на електродъговото заваряване (източника на топлинна енергия) е заваръчната дъга. Заваръчната дъга представлява устойчив електрически разряд, при който електрическата енергия се превръща в топлина, ограничена в определен обем. Заваръчната дъга се състои от катодна област, анодна област, стълб и ореол (фиг.6.4.).
 Фиг.6.4. Области на заваръчната дъга. Фиг.6.4. Области на заваръчната дъга.
Напрежението на дъгата може да се определи чрез емпиричната зависимост Uд = a + b Lд , където:
а е падът на напрежението в анодната и катодна област. При заваряването на стомана а ~ 10;
b -коефициент, изразяващ средния пад на напрежението на 1 mm от дължината на дъгата. За въздух b = 2-2,5 V/mm.
Заваръчната дъга може да има различна форма и свойства, в зависимост от дължината си, атмосферата, в която гори, налягането на газа и т.н. Обикновено се използва дъга с пряко действие, т.е. заваряваното изделие се присъединява към един от полюсите, а електродът (топим или нетопим) - към другия полюс. При използване на постоянен ток и присъединяване на електрода към "минуса", а на изделието към "полюса", имаме "права полярност". В обратния случай - "обратна полярност".
Използването на права и обратна полярност се определя от свойствата на анодното и катодното петно. Катодната област е наситена с електрони, които се отделят в стълба на дъгата. Температурата е близка до температурата на изпарение на метала. Анодната област обикновено е с по-големи размери и с по-висока температура. Температурата е неравномерно разпределена както по дължината, така и по сечението на дъгата. Тя е максимална в стълба и достига до 8000 °С.
В процеса на заваряване параметрите на заваръчната дъга се изменят в широки граници. Изменят се токът и напрежението. Напрежението зависи от дължината на дъгата и се изменя от 12 до 100 волта. При масовите методи на електродъгово заваряване на практика не се работи с напрежения, по-високи от 30-40 волта.
Характеристиката на дъгата (т.е. зависимостта I-U) ни дава представа за тези изменения (фиг.6.5).
 Фиг.6.5. Характеристики на дъгата на заваряване. Фиг.6.5. Характеристики на дъгата на заваряване.
Двете работни области на характеристиките показват особеностите на източниците при различните плътности на тока (при различни методи на електродъгово заваряване). За да се получи стабилно горене на дъгата, т.е. постоянни параметри на режима, осигуряващо постоянство в свойствата на заваръчният шев е необходимо дъгата да е I или II участък. Дъга с твърда характеристика (участък I, при която напрежението практически не зависи от тока) се наблюдава при ръчното електродъгово заваряване, механизираното подфлюсово заваряване и заваряването с волфрамов електрод с инертен газ. Дъга с възходяща характеристика (II-участък) се използва при заваряване в защитна газова среда и при подфлюсово заваряване с повишени стойности на тока.
Токоизточници
За захранване на дъгата се използват източници за променлив (заваръчни трансформатори) или постоянен ток (заваръчни преобразователи и заваръчни изправители).
Заваръчният токоизправител се състои от трансформатор, от блок с изправители и често от електрически дросел за регулиране на пренасянето на електродния метал в заваръчната дъга. Според начина на електродъгово заваряване бива с падаща и с твърда (или леко възходяща) волтамперна характеристика.
Заваръчният трансформатор е еднофазен понижаващ трансформатор, на който първичната и вторичната намотка са разделени на двете ядра на магнитопровода, за са се получи голямо разсейване на магнитни поток. Магнитната връзка между намотките на трансформатора може да се измени плавно чрез преместването на специален магнитен шунт, поставен между ядрата. Така индуктивните съпротивления на разсейване на трансформатора имат стръмно падаща външна характеристика.
Източниците за променлив ток са по-разпространени. Заваръчните трансформатори са по прости за експлоатация, по-дълготрайни и с по-висок коефициент на полезно действие в сравнение със заваръчните преобразуватели. Източниците за постоянен ток се предпочитат когато трябва да се повиши устойчивостта на горене. По този начин се подобряват условията на заваряване в различни пространствени положения.
Източниците за захранване на заваръчната дъга трябва да удовлетворяват следните изисквания:
1. Напрежението на празен ход (напрежението на изходните клеми на токоизточника при отворена заваръчна верига), трябва
да бъде достатъчно за запалване на дъгата, но да не превишава стойността, безопасна за заварчика 80 V.
2. Мощността на токоизточника трябва да бъде достатъчна за захранване на дъгата с необходимия по стойност заваръчен
ток.
3. Източникът за захранване на дъгата трябва да има устройство за плавно регулиране на тока в необходимите за
заваряване граници.
4. Източникът за захранване на дъгата трябва да има малка маса, размери и ниска цена и да бъде удобен за експлоатация.
Източникът се избира в зависимост от волт-амперната характеристика на дъгата, съответстваща на приетия метод на заваряване. За захранване на дъга с твърда характеристика се използва източник със стръмно падаща външна характеристика (фиг.6.6.). Режимът на горене на дъгата се определя от точката на пресичане на характеристиките на дъгата и източника.
 Фиг.6.6. Графично представяне на определянето на големината на заваръчния ток от характеристиката на дъгата и Фиг.6.6. Графично представяне на определянето на големината на заваръчния ток от характеристиката на дъгата и
характеристиката на токоизточника.
Металургични процеси при заваряване
Характерните особености на електродъговия процес - малкият обем на реагиращите вещества, кратковременното престояване на метала в течно състояние и разнообразието на окръжаващата среда определят и особеностите на металургичните процеси при заваряване, които често се наричат "микрометалургични".
Основният и допълнителният метал се стопяват от заваръчната дъга. Стопяването има ограничен, локален характер и е съпроводено със значително прегряване над температурата на топене. След това металът се охлажда със сравнително високи скорости. Това именно определя и характерната, неравновесност на процесите при електродъгово заваряване.
Стопените продукти в заваръчната зона (метал и шлака) имат достатъчна повърхнина на контакт с окръжаващата ги газова среда. В условията на посочените високи температури металът интензивно взаимодейства с шлаката и газовете. Газовата среда се състои от кислород и азот от въздуха, от използваните като защита активни газове и от газовете - продукти на разпадането на съответните материали на обмазките и флюсите (карбонати, органични съединения, влага и т.н.).
Шлаковата среда от своя страна съдържа главно оксиди. Тя влиза в директна връзка с метала, окислява го и става източник на неметални включвания в шева. Това явление може да бъде отслабено или напълно предотвратено чрез осигуряване на защита на дъгата от попадане в нея на кислород и азот от въздуха, както и чрез дезоксидиране и рафиниране на метала от неметални включвания (окиси, сулфиди, фосфиди и силикати).
Технология на ръчното електродъгово заваряване
Ръчното електродъгово заваряване е пряко приложение на предложения от Славянов метален електрод - фиг.6.7.
 Фиг.6.7. Схема на ръчното електродъгово заваряване. Фиг.6.7. Схема на ръчното електродъгово заваряване.
Този електрод не само довежда дъгата до мястото на заваряване но и доставя допълнителния метал за образуване на заваръчния шев. Характерно за ръчното електродъгово заваряване е, че и двете движения - оформянето на заваръчния шев по неговата дължина и подаването на електрода за подържане на постоянна дъга се извършва рьчно. Възбуждането на дъгата се осъществява чрез допиране на електрода под напрежение към заваряваното изделие. В този момент токът достига високи стойности, стопява точките на допиране и при отдалечаване на електрода се установява дъга - фиг.6.8.
 Фиг.6.8. Последователност при установяване режима на заваряване. Фиг.6.8. Последователност при установяване режима на заваряване.
Съществуването и стабилността на дъгата зависят от наличието на достатъчно йонизирани елементи в дъговата междина.
Ръчното електродъгово заваряване има три важни преимущества, които го правят един от основните начини на електродъгово заваряване:
- възможност да се заварява във всички пространствени положения;
- възможност да се работи в монтажни условия и на труднодостъпни места;
- разходите за заваръчно обзавеждане са малки.
Електроди за ръчно електродъгово заваряване
Електродите за ръчно електродъгово заваряване представляват метални пръчки със стандартизирани размери. Съвременните електроди са познати от 1908 г., когато шведският инженер Оскар Килберг прилага идеята да се обмаже пръчката със смес от подходящи материали. На фиг.6.9. е показан общият вид на електрода с неговите основни размери. Дължината L е стандартизирана - от 250 mm за най-малките диаметри до 350 и 450 mm за диаметрите от 3, 4, 5 и 6 mm.
 Фиг.6.9. Фиг.6.9.
Виж цялата теория
Начало |




 Теория
Теория